
News
Automation with multiple chaining
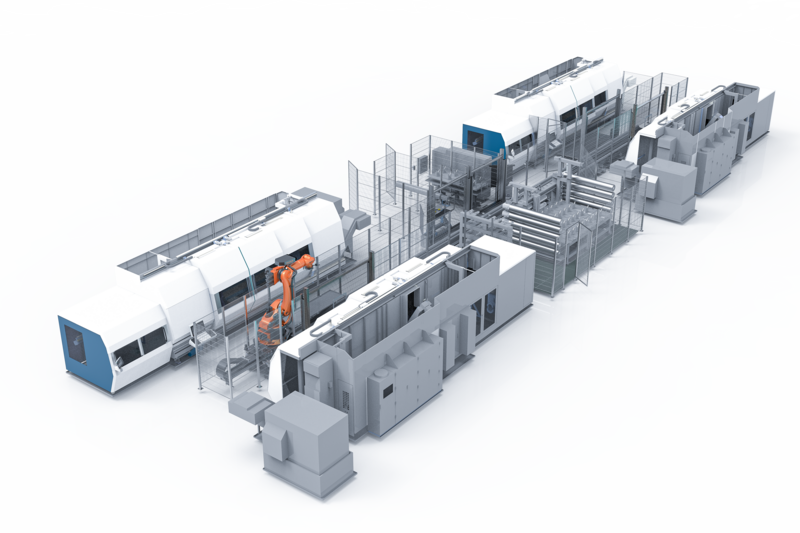
Four MILLTURN machines are linked with the help of a central automation system. By automatically changing the clamping jaws, tailstock centers and prism tools, the machines and the automation can be operated without setup.
A unique automation project revolves around central automation of four MILLTURN machines. This turnkey system has a whole range of special features. Automatic changeover of jaws, tailstock tips and prismatic tools in conjunction with a servomotor gripper for covering an extremely large product range allows for set-up-free operation of the machines and automation solution. The system features a fully automatic gripper quick-change system and gripper warehouse. Servo grippers for workpieces up to max. 250 kg are used. Grippers for prismatic tools, tailstock tips as well as inner and outer jaws are also used. The 6-axis robot with 480 kg payload is mounted on a 7th axis. A range of grippers can be added to and removed from the production process fully automatically. An integrated drip tray collects coolant and chips.
Set-up stations and workpiece measurement
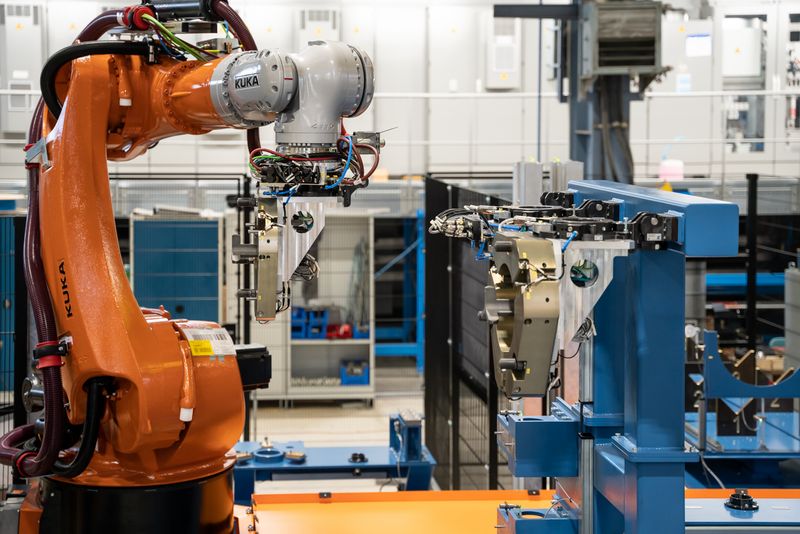
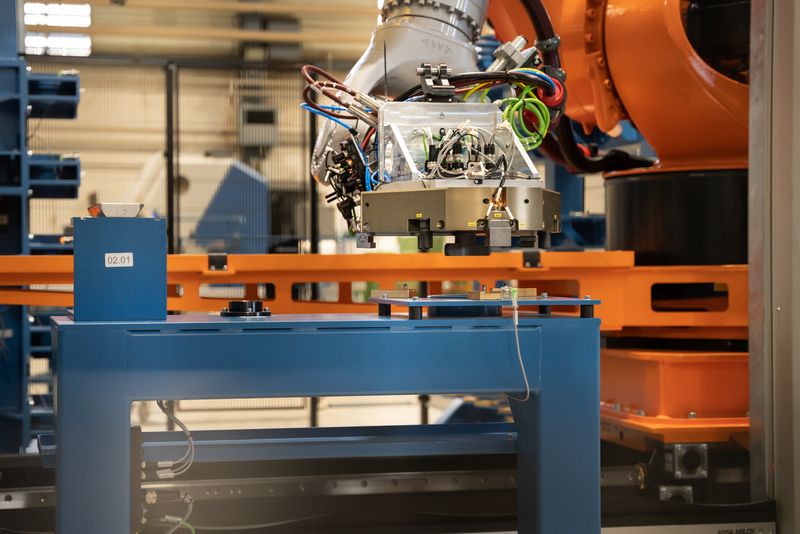
By using two set-up stations for workpieces and tools, tools can be set up and new workpieces can be loaded and unloaded parallel to machining time. The two diameters at which the grippers hold the workpiece are determined via the two servo parallel grippers with an absolute position measuring system. These two values are compared with the nominal diameters stored in the recipe. Two stationary laser light barriers determine the length of the workpieces and compare them with the recipe‘s nominal values. The workpieces‘ offset value from the robot zero point is also calculated.
Automatic tool change incl. cleaning and lubrication
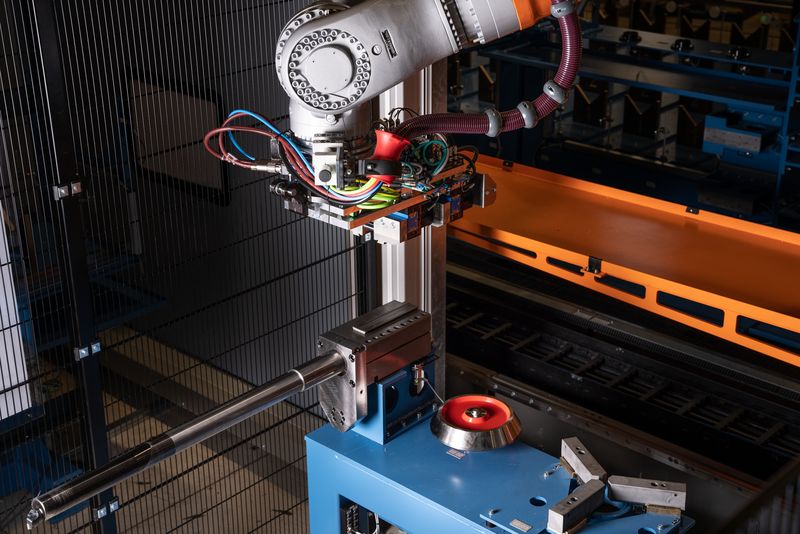
A special chuck allows for fully automatic jaw change over (simultaneous replacement of the 3-part sets). The tailstock tips can be changed automatically using a special gripper. Another special gripper is able to automatically change the long prismatic tools (up to 2,500 mm long and 250 kg in weight).
Before the new tool is inserted into the machine, the robot moves with the exposed guide to a special station in which the guide is blown off to clean it and then coated with oil. This creates the optimum conditions for a reliable handover process
Control technology
The system has three control levels:
- KUKA KRC robot controller
- Siemens PLC sequence control, safety technology
- Host computer cell logic & recipe management
A cell host computer manages the CNC programs centrally and makes them available to the machine. Additional information, such as tool management and material flow planning, can optimise machine utilisation times as well as minimise downtimes and also enable autonomous production.
Advantages
|